Als je precision cnc-machining hoort, waar denkt je dan aan? Is niet al het draai- en freeswerk “precisie”? Niet helemaal. Met draai- en freeswerk kun je relatief snel zeer precieze onderdelen maken. Het gaat echter veel verder dan dat. In dit artikel bespreken we wat precisie werk is, hoe je kunt controleren of jouw onderdelen nauwkeurig zijn en hoe je nauwkeurigere onderdelen kunt maken in jouw eigen CNC-bewerkingsprocessen.
Wat scheidt regulier CNC-werk van precisie-CNC-werk?
Nauwkeurige CNC-bewerking wordt soms verondersteld te betekenen dat de gemaakte onderdelen zeer exact overeenkomen met de specificaties / geometrie van het beoogde ontwerp. Dat is technisch gezien niet verkeerd, maar een beter woord hiervoor is nauwkeurigheid. Er is een subtiel, maar belangrijk onderscheid tussen deze twee termen, dat we in de volgende paragraaf in meer detail zullen behandelen. CNC-machines zijn buitengewoon capabel en maken onderdelen die voldoende nauwkeurig zijn voor veel toepassingen, maar soms is het niet helemaal genoeg. Wanneer je precisie aan de mix toevoegt, kun je deze naar een hoger niveau tillen. Dat brengt ons bij de echte vraag: wat is precisiebewerking?
Dus wat betekent precisie eigenlijk?
Precisie en nauwkeurigheid worden vaak door elkaar gehaald en door elkaar gebruikt. Beide zijn inderdaad gerelateerd aan kwaliteit, maar ze hebben elk hun eigen specifieke betekenis. Nauwkeurigheid betekent dichtbij of precies de streefwaarden (wat veel mensen denken is ook de definitie van precisie). Precisie is eigenlijk de mogelijkheid om consistent onderdelen te repliceren over een groot aantal geproduceerde eenheden.
De sleutel zit in dat “grote aantal geproduceerde eenheden.” Precisiebewerking verwijst naar veel of meerdere eenheden. Je kunt één nauwkeurig onderdeel hebben, maar je moet veel onderdelen hebben om te meten en te vergelijken om ze nauwkeurig te noemen. Als iemand bijvoorbeeld vraagt om een enkel onderdeel te maken met behulp van precisie-CNC-bewerking, is dit contra-intuïtief omdat bij “precisie” meerdere onderdelen betrokken zijn.
De onderstaande afbeelding is een goede weergave van het verschil tussen nauwkeurigheid en precisie. Als je dartpijlen op een dartbord gooit, kun je mogelijk hetzelfde gebied op het bord raken, maar het is mogelijk niet in het midden. Dit zou precies zijn, maar niet nauwkeurig. Dit is een belangrijk punt, want het is ook bij verspanen mogelijk om veel onderdelen hetzelfde te maken, maar niet binnen je beoogde toleranties! Het is noodzakelijk om zowel op nauwkeurigheid als precisie te controleren.
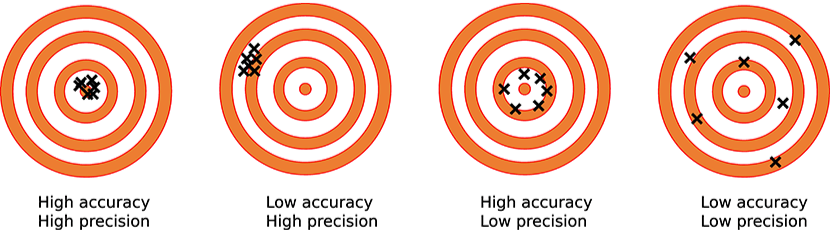 |
Laten we het nu hebben over precisie, aangezien het specifiek betrekking heeft op CNC-bewerking. Als je precisie-CNC-bewerkte onderdelen bestelt, wat mag je dan verwachten? Leveranciers en machinewerkplaatsen moeten procedures hebben om jouw onderdelen te inspecteren en ervoor te zorgen dat ze aan bepaalde kwaliteitsnormen voldoen. Ze meten en vergelijken een representatief monster van de onderdelen die ze produceren om deze kwaliteitscontroles te voltooien. In de volgende paragraaf gaan we dieper in op enkele van deze kwaliteitsprocessen.
Hoe weet je of jouw proces en onderdelen nauwkeurig zijn?
Meetsystemen! Jouw meetsysteem is een integraal onderdeel van het meten en bepalen van de kwaliteit en precisie van jouw onderdelen. Wanneer je een proces wilt verbeteren, is het belangrijk om eventuele issues te kunnen identificeren en meten. Dit kan je helpen bepalen waar het probleem of de fout vandaan komt en hoe je deze kunt optimaliseren.
De eerste stap is om ervoor te zorgen dat jouw meetsysteem goed genoeg is. Is het jouw onderdelen keer op keer nauwkeurig meten? (Nauwkeurigheid en precisie!) Een manier om dit te controleren is door meterdelen en kalibratie te gebruiken om er zeker van te zijn dat jouw meetsysteem goed werkt. Meteronderdelen zijn onderdelen die uiterst nauwkeurig worden bewerkt tot een bekende waarde. Je kunt bijvoorbeeld eindmaten of pinnen meten en vervolgens de waarde die je uit jouw meetsysteem haalt, vergelijken met de bekende meting van dat onderdeel. Eindmaten kunnen ook helpen bij het kalibreren van jouw meetsysteem, iets dat regelmatig moet worden gedaan.
Enkele veelvoorkomende processen die bij de ontwikkeling worden gebruikt om meetfouten te vinden, zijn GR&R’s en MSA’s. Deze zijn belangrijk om te volgen, omdat ze je zullen helpen bij het verzamelen van goede gegevens die kunnen worden gebruikt om de fout in jouw meetsysteem of onderdelen te identificeren.
MSA staat voor Measurement Systems Analysis. Door een MSA uit te voeren, kunt je vaststellen waar de variatie in jouw metingen vandaan komt. Is het meetsysteem consistent en betrouwbaar? Doen de mensen die de metingen uitvoeren dit consequent? Worden jouw onderdelen gemaakt met minimale variatie? Dit zijn drie foutbronnen die tot grotere meetvariaties kunnen leiden. Als je merkt dat deze een aanzienlijk groter deel van de variatie veroorzaakt, kun je dat probleem aanpakken en weten dat je goede metingen krijgt.
GR&R staat voor Gauge Repeatability en Reproducibility. Dit is een veelgebruikt type MSA. Herhaalbaarheid verwijst naar het vermogen van de operator om steeds weer dezelfde meting te krijgen (op hetzelfde onderdeel). Reproduceerbaarheid is het vermogen van een andere persoon om steeds weer dezelfde meting te krijgen. Door de variatie binnen de metingen van één persoon en van persoon tot persoon te identificeren, kun je de feitelijke variatie van onderdeel tot onderdeel identificeren.
Om een GR&R uit te voeren, heb je 10 onderdelen nodig en 3 mensen om de onderdelen te meten. Elke persoon meet elk deel 10 keer. Met de resulterende gegevens zijn er tal van analyses die je kunt doen om het meetsysteem te analyseren. Je kunt de componenten van variatie berekenen zoals eerder vermeld: herhaalbaarheid, reproduceerbaarheid, operatorvariatie en variatie van onderdeel tot onderdeel. Je kunt een Xbar- of R-diagram bekijken, dit zijn grafische weergaven van variatie per operator. Kortom, er zijn veel manieren om naar de gegevens te kijken en erachter te komen of jouw metingen nauwkeurig zijn.
Het identificeren van deze verschillende bronnen van variatie is zo belangrijk om de precisie van jouw CNC-bewerkingsproces en onderdelen te vergroten. Als je bijvoorbeeld merkt dat de meeste fouten worden veroorzaakt door een gebrek aan reproduceerbaarheid, kun je je concentreren op het trainen van operators in plaats van tijd en geld te verspillen aan het verbeteren van het meetsysteem.
Hoe kunt je de precisie van jouw CNC-bewerkingsproces verbeteren?
Als we blijven nadenken over onze hypothetische MSA, bestaat ook de kans dat het meetsysteem niet het probleem is. Misschien krijg je echt geweldige afmetingen, maar je onderdelen zijn niet zo nauwkeurig als je nodig hebt. Er zijn veel manieren om de precisie van CNC-bewerkte onderdelen te verbeteren.
Een goede eerste stap is om vanuit een DFM-perspectief over het ontwerp na te denken. Veel DFM-principes zullen ook bijdragen aan de precisie van onderdelen. De vijf ontwerpparameters waar je op moet letten zijn: geometrie, materiaal, tolerantie, onderdeelgrootte en look & feel. De inspanningsfactoren voor deze parameters zijn ook gebonden aan precisie: hoe meer moeite het kost om deze onderdelen te bewerken, hoe meer moeite het kost om ze met precisie te bewerken.
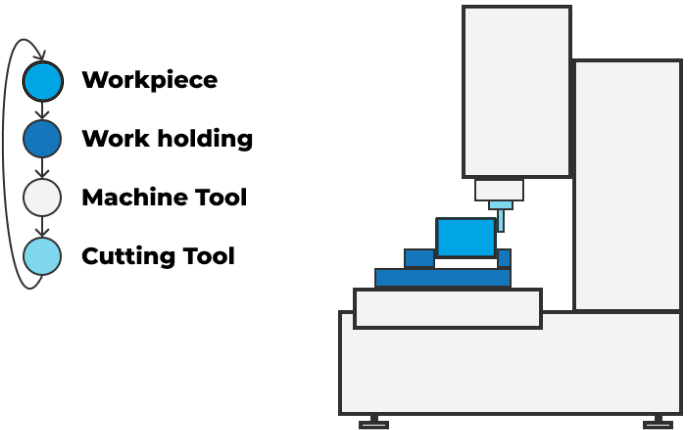
Een bijzonder belangrijk aspect is tolerantie. Bij precisiebewerking gaat het erom dat je consequent binnen de tolerantiegrenzen blijft. De stijfheid van het hele systeem is bijvoorbeeld een belangrijke factor voor tolerantie en dus precisie. Er is een lijn van overeenstemming tussen het onderdeel, de werkhoudmethode, het gereedschap en de machine zelf. Als er langs dit pad enige vermindering van de stijfheid is, kan dit leiden tot doorbuiging en geratel, wat op zijn beurt dimensionale onnauwkeurigheden veroorzaakt. Om de precisie van het CNC-bewerkingsproces te vergroten, dien je ervoor zorgen dat het systeem (werkstuk, werkstukopspanning, gereedschap en machine) geoptimaliseerd is voor stijfheid.
Werkbelasting is een ander belangrijk stuk van de precisiepuzzel. Nogmaals, als we het hebben over precisie, concentreren we ons op de variatie van onderdeel tot onderdeel. Hoe zorgt je ervoor dat elk onderdeel op de exacte positie wordt geplaatst als het onderdeel ervoor, zodat het CNC-programma resulteert in hetzelfde onderdeel? De bevestigingsmethode is erg belangrijk; het moet elk onderdeel stijf en in exact dezelfde positie vastzetten. Een concept dat je in jouw opspanmethode kunt opnemen, is een kinematische koppeling.
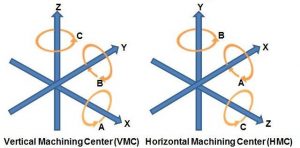
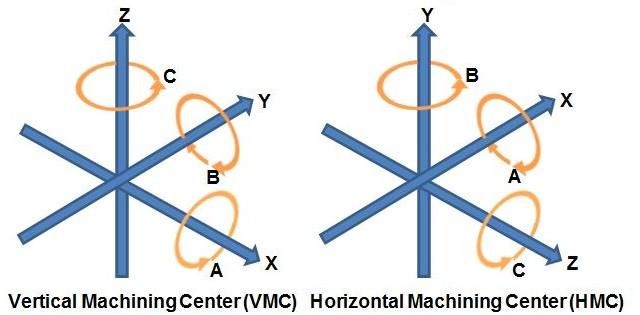
Kinematische koppeling stelt je in staat om alle zes vrijheidsgraden van een onderdeel te beperken, zonder het te overbelasten. Dit komt voort uit het idee van een exact ontwerp van beperkingen, dat zegt dat het aantal punten van beperking overeen moet komen met het aantal vrijheidsgraden dat je wilt beperken. Er zijn twee soorten kinematische koppeling: Maxwell-koppeling en Kelvin-koppeling. Een Maxwell-koppelingssysteem bestaat uit twee delen: één met drie V-vormige groeven aan één deel, allemaal naar het midden gericht, en één met drie gebogen oppervlakken die in de groeven passen. Aan de andere kant bestaat een Kelvin-koppelingssysteem uit een deel met een concave tetraëder, een V-vormige groef en een vlakke plaat, en een passend deel met drie bolvormige oppervlakken. Dit is een belangrijk concept in precisietechniek en kan de precisie van onderdelen en CNC-bewerkingsproces aanzienlijk verbeteren.
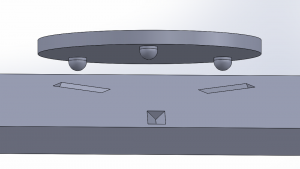 Maxwell koppeling
|
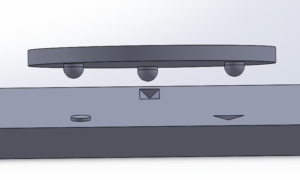 Kelvin koppeling |
Waarom is precisie belangrijk?
Tot dusver hebben we het veel gehad over precisie: wat het is, hoe je onderdelen en het proces analyseert en hoe je de precisie van CNC-bewerkte onderdelen kunt verbeteren. Ten slotte wil ik ingaan op waarom het zo belangrijk is om kostbare tijd en geld aan deze stappen te besteden.
Precisiebewerking kan in sommige industrieën belangrijker zijn dan andere. Sommige onderdelen of producten moeten extreem betrouwbaar zijn en elke keer weer functioneren. Neem bijvoorbeeld medische hulpmiddelen. De chirurgische robot die de dokter bestuurt, moet precies doen wat hem wordt opgedragen, zonder vertraging, uitglijden of onverwachte bewegingen. Zelfs een ‘simpele’ dagelijkse bloeddrukmeting is erg belangrijk voor de juiste diagnose en moet elke keer correct zijn. Er is niet veel ruimte voor fouten als het gaat om de gezondheid van mensen.
De auto-industrie is een andere die precisieonderdelen nodig heeft. Je wilt tenslotte dat jouw auto elke dag betrouwbaar rijdt? En consumentenelektronica: je wilt dat jouw telefoon kan worden ingeschakeld en kan bellen wanneer dat nodig is. Elk van deze producten komt neer op de interactie van vele onderdelen die moeten passen en samenwerken. Dit vereist nauwkeurige onderdelen die elke keer op dezelfde manier worden gemaakt.
Als we meer stroomopwaarts denken dan de klant, moeten de mensen die deze onderdelen en producten ontwerpen en bouwen ook om precisie geven. Een onnauwkeurig proces is kostbaar; het resulteert in meer afgekeurde onderdelen die niet werken, meer herbewerkingscycli, meer tijd en in het algemeen meer geld! Het is echter ook belangrijk om te beseffen wanneer precisie niet belangrijk is. Fraaie nieuwe meetsystemen zijn duur en vergen tijd en aandacht om op te zetten en te karakteriseren, en je kunt de prijs onnodig duurder maken door te veel op precisie te focussen.
Nogmaals, CNC-bewerking is een verbazingwekkend capabel proces dat de kwaliteit en efficiëntie van jouw onderdelen en processen onmiddellijk kan verhogen. Bij sommige onderdelen is het belangrijk om extra aandacht te besteden aan de precisiecomponent: vallen de onderdelen consistent binnen de tolerantie en kwaliteit die nodig is? Denk aan onderdelen waar je momenteel aan werkt. Hoe belangrijk is precisie bij de specifieke toepassing? Hoe kunt je jouw ontwerp-, bewerkings- en meetprocessen verbeteren om de precisie van jouw CNC-bewerkte onderdelen te verbeteren?


{kind=link}